
- By FuJia - Pong
- 2026 年 4 月 27 日
- 0 Comment
Why Your Plastic Cup Costs Pennies: The Magic Behind Injection Molding
Every plastic product you touch daily, from phone cases to car parts, comes from one amazing process: plastic injection molding.
This seemingly simple “heat → inject → cool” workflow actually contains sophisticated engineering science.
Ⅰ- Quick Takeaways on Plastic Injection Molding
• Heat plastic pellets to 180-300°C molten state, then inject under high pressure into precision molds
• Complete cycle time as short as 15-60 seconds, perfect for mass production of complex geometries
• Material utilization exceeds 95% with recyclable waste stream
Ⅱ- Understanding Plastic Injection Molding
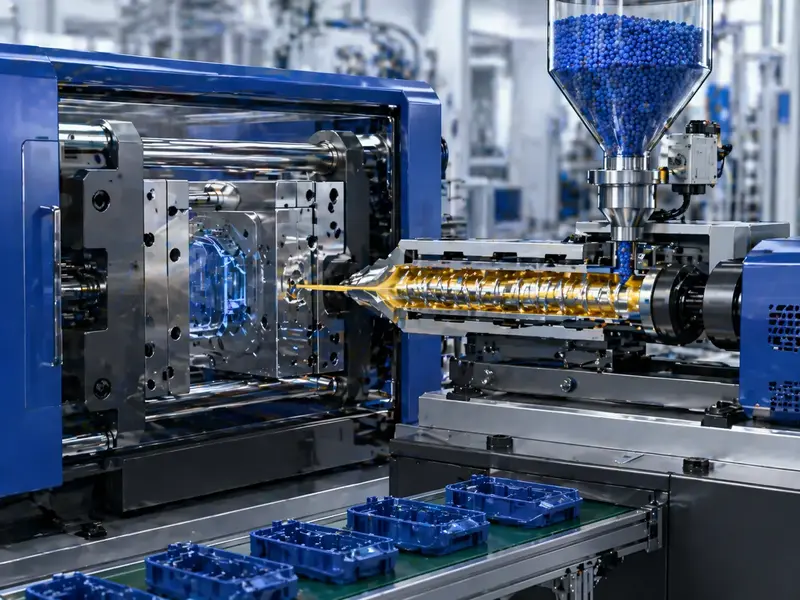
Plastic injection molding represents the modern evolution of ancient casting techniques, serving as the backbone of today’s plastics industry. The process begins with solid plastic pellets fed into the machine’s barrel, where rotating screws and heating elements transform the material into a flowing molten state. High pressure generated by screw advancement (typically 1000-2000 bar) rapidly injects this molten plastic into pre-designed mold cavities.
The brilliance lies in precise temperature and pressure control. Different plastic materials require specific processing windows: ABS needs 220-260°C processing temperatures, while polypropylene (PP) performs optimally at 180-220°C. Injection speed becomes another critical variable—too fast creates flow marks, too slow may cause short shots or weld line issues.
Modern injection molding machines feature sophisticated control systems that monitor dozens of parameters in real-time. Multi-zone heating allows different barrel sections to maintain optimal temperatures for material preparation, while closed-loop pressure feedback ensures consistent part quality across production runs.
Ⅲ- Injection Molding Process Parameters Comparison
| Parameter | Thermoplastic | Thermoset | Engineering Plastic | Commodity Plastic |
|———–|—————|———–|——————-|——————-|
| Process Temp | 150-320°C | 150-200°C | 250-350°C | 180-250°C |
| Injection Pressure | 800-1600 bar | 1000-2000 bar | 1200-2200 bar | 600-1200 bar |
| Cooling Time | 10-60 sec | 30-300 sec | 15-80 sec | 8-45 sec |
| Ejection Temp | 60-120°C | Room temp | 80-150°C | 40-100°C |
| Shrinkage Rate | 0.3-2.5% | 0.1-0.8% | 0.2-1.5% | 0.5-2.0% |
| Typical Uses | Consumer goods | Appliance housing | Automotive parts | Packaging |
Ⅳ- Critical Stages in Injection Molding Process
(1)Plasticization and Injection Phase
This stage establishes the foundation for final product quality. The screw continuously rotates within the barrel, advancing plastic pellets forward while providing shear mixing. Modern injection machines feature multi-zone heating systems that precisely control temperature across different barrel regions. For PC+ABS alloy commonly used in smartphone cases, the rear zone operates at 240°C for initial melting, the middle section increases to 260°C ensuring complete plasticization, while the front zone reduces to 250°C preventing excessive degradation.
The injection moment represents the process climax. Molten plastic completes cavity filling within 1-3 seconds, demanding mold designs that consider flow balance. Complex products often require multi-gate designs ensuring simultaneous filling across all sections, avoiding weld lines that weaken structural integrity.
(2)Packing, Cooling, and Ejection
The packing phase, often overlooked, directly impacts dimensional accuracy. As plastic cools and shrinks, continued pressure compensates for volume changes. Packing pressure typically sets at 50-80% of injection pressure, with duration determined by part wall thickness—thin-wall products may need only 5-10 seconds while thick sections require over 60 seconds.
Cooling efficiency determines production cycle time. Mold-integrated cooling channels prove crucial, with water temperature controlled 10-30°C below mold surface temperature for optimal heat transfer. Ejection timing requires finesse: premature ejection causes deformation, while delayed ejection wastes cycle time.
Ⅴ- Plastic Injection Molding FAQ
Q1: Why do plastic products show visible parting lines?
A1: Parting lines result from mold separation surfaces where upper and lower mold halves meet—they’re unavoidable but manageable. High-quality molds position parting lines in concealed locations and use precision machining to minimize visibility. Premium products may include post-processing parting line finishing, though this increases costs significantly.
Q2: How complex can injection molded shapes become?
A2: Injection molding can produce virtually any shape, limited primarily by draft angle requirements. Generally 0.5-2 degree draft angles are needed for ejection, while complex internal features use slides, lifters, and cam mechanisms. Most complex examples include gearboxes and multi-chamber containers, but mold costs increase substantially with complexity.
Q3: How can you assess injection molded product quality?
A3: Focus on surface finish, dimensional accuracy, and structural integrity. Quality products show no flow marks, silver streaks, or bubbles, maintain dimensional tolerances within ±0.1mm, and meet material specification mechanical properties. Evaluation methods include visual inspection, measurement tools, and tensile testing when necessary.
Happy Happy Happy~
Wishing everyone thriving business and great success every day!!Pong 2026.04.27
1. Osswald, T. A., & Hernández-Ortiz, J. P. (2006). Polymer Processing: Modeling and Simulation. Carl Hanser Verlag.
2. Beaumont, J. P. (2007). Runner and Gating Design Handbook. Carl Hanser Verlag.
3. 台灣塑膠工業技術發展中心,射出成型技術手冊,2023年版
4. Society of Plastics Engineers (SPE) Injection Molding Division Technical Papers, 2023-2024
5. Injection World Magazine, Process optimization studies, 2024年第1-6期