
- By FuJia - Pong
- 2026 年 4 月 27 日
- 0 Comment
為什麼你家的塑膠杯能這麼便宜?揭秘塑膠射出成型的神奇製程
前言
每天你接觸的塑膠製品,從手機殼到汽車零件,幾乎都來自同一個神奇製程:塑膠射出成型~
這個看似簡單的「加熱→射出→冷卻」流程,背後其實蘊含著精密的工程科學~
Ⅰ- 塑膠射出成型核心要點
• 將塑膠顆粒加熱至180-300°C熔融狀態,再高壓注入精密模具
• 整個循環時間可短至15-60秒,適合大量生產複雜幾何形狀
• 材料利用率高達95%以上,廢料可回收再利用
Ⅱ- 什麼是塑膠射出成型
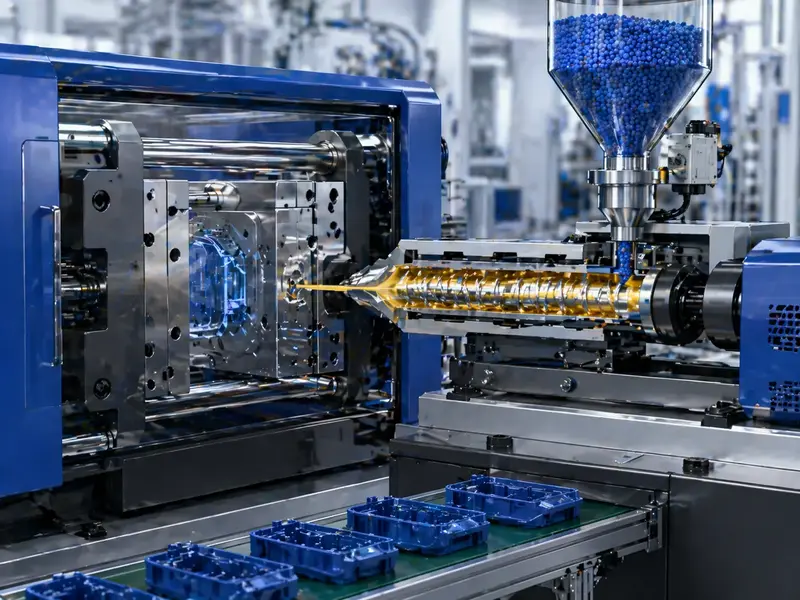
塑膠射出成型(Injection Molding)是現代塑膠工業的核心製程,原理類似古代鑄造技術的現代版。
將固態塑膠粒料投入射出機的料桶中,透過螺桿旋轉與加熱器作用,讓塑膠達到熔融流動狀態,
接著利用螺桿推進產生的高壓(通常1000-2000 bar),將熔融塑膠快速注入預先設計好的模具腔室。
整個製程的巧妙之處在於精確的溫度與壓力控制,不同塑膠材料有不同的加工窗口:ABS塑膠需要220-260°C的加工溫度,而聚丙烯(PP)則在180-220°C表現最佳,
射出速度也是關鍵變數,太快會產生流痕,太慢則可能造成短射或熔合線問題。
Ⅲ- 射出成型製程參數比較表
| 參數類別 | 熱塑性塑膠 | 熱固性塑膠 | 工程塑膠 | 一般塑膠 |
|———|———–|———–|———-|———-|
| 加工溫度 | 150-320°C | 150-200°C | 250-350°C | 180-250°C |
| 射出壓力 | 800-1600 bar | 1000-2000 bar | 1200-2200 bar | 600-1200 bar |
| 冷卻時間 | 10-60秒 | 30-300秒 | 15-80秒 | 8-45秒 |
| 脫模溫度 | 60-120°C | 常溫 | 80-150°C | 40-100°C |
| 收縮率 | 0.3-2.5% | 0.1-0.8% | 0.2-1.5% | 0.5-2.0% |
| 典型應用 | 日用品、玩具 | 電器外殼 | 汽車零件 | 包裝容器 |
Ⅳ- 射出成型製程的關鍵階段解析
(1)塑化與射出階段
這個階段決定了最終產品的品質基礎。螺桿在料筒內不斷旋轉,將塑膠粒料向前推送的同時進行剪切混合。
現代射出機配備多段式加熱系統,能精確控制料筒各區域溫度。
以生產手機殼常用的PC+ABS合金為例,料筒後段溫度設定在240°C進行初步熔融,中段提升至260°C確保完全塑化,前段則降至250°C避免過度降解。
射出瞬間是整個製程的高潮時刻。熔融塑膠在1-3秒內完成充填,這要求模具設計必須考慮流動平衡,
複雜產品往往需要多點進膠設計,確保各部位同時充滿,避免產生熔合線弱化結構強度。
(2)保壓冷卻與脫模
保壓階段常被忽視,但它直接影響產品尺寸精度。塑膠冷卻時會收縮,此時需要持續施加壓力補償體積變化。
保壓壓力通常設定為射出壓力的50-80%,時間則根據製品壁厚決定,薄壁產品可能只需5-10秒,厚壁零件則可能超過60秒。
冷卻效率決定了生產週期。模具內建的冷卻水路設計至關重要,水溫控制在模具表面溫度以下10-30°C最為理想。
脫模時機掌握也很微妙:過早脫模會導致變形,過晚則浪費週期時間。
Ⅴ- 塑膠射出成型常見問題
Q1:為什麼塑膠製品會有明顯的分模線?
A1:分模線是模具上下模合模面的痕跡,無法完全避免。高品質模具會將分模線設計在產品的隱蔽位置,並透過精密加工降低分模線的明顯程度。某些高端產品會在後加工階段進行分模線修整,但這會增加成本。
Q2:射出成型能製作多複雜的形狀?
A2:射出成型幾乎能製作任何形狀,但受脫模角度限制。一般需要0.5-2度的脫模斜度,複雜內部結構可透過滑塊、斜銷等機構實現。最複雜的案例包括齒輪箱、多腔室容器等,但模具成本會顯著增加。
Q3:如何判斷射出成型產品的品質好壞?
A3:主要看外觀平整度、尺寸精度、結構強度三方面。優質產品表面無流痕、銀絲、氣泡等缺陷,尺寸公差控制在±0.1mm以內,機械性能符合材料規格。可透過目視檢查、量測工具驗證、必要時進行拉伸測試等方式評估。
“塑膠射出學問超級深! 一個簡單的塑膠杯背後卻藏著極深的理論!”
一同探索五金的樂趣吧,金屬是冰的,但想學習的心是熱騰騰的!大家加油~
最後偷偷工商一下,我們也有做過塑膠件喔!,歡迎來富甲詢價~
Pong - 2026.4.27
References
1. Osswald, T. A., & Hernández-Ortiz, J. P. (2006). Polymer Processing: Modeling and Simulation. Carl Hanser Verlag.
2. Beaumont, J. P. (2007). Runner and Gating Design Handbook. Carl Hanser Verlag.
3. 台灣塑膠工業技術發展中心,射出成型技術手冊,2023年版
4. Society of Plastics Engineers (SPE) Injection Molding Division Technical Papers, 2023-2024
5. Injection World Magazine, Process optimization studies, 2024年第1-6期